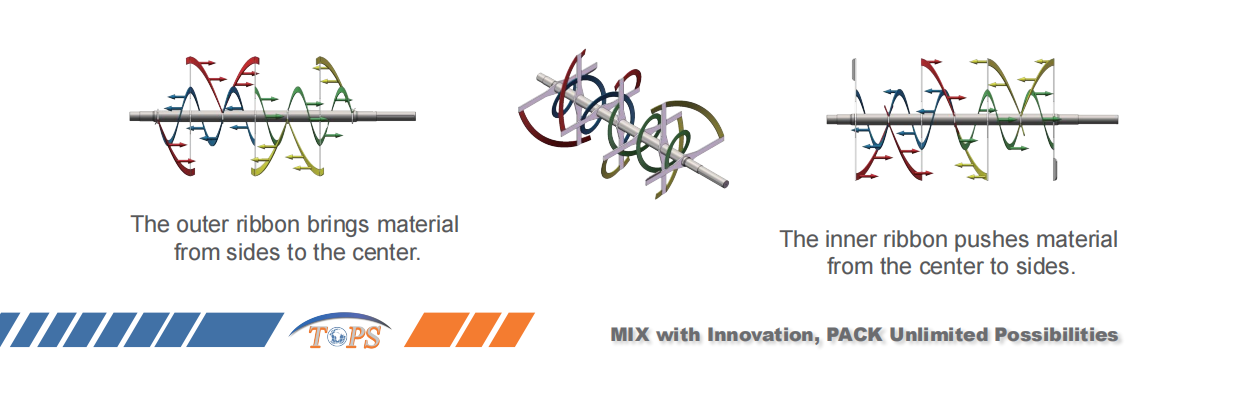
Kā jūs, iespējams, zināt, lentes blenderis ir ļoti efektīva sajaukšanas iekārta, ko galvenokārt izmanto pulveru sajaukšanai ar pulveriem vai lielas pulvera daļas sajaukšanai ar nelielu šķidruma daudzumu.

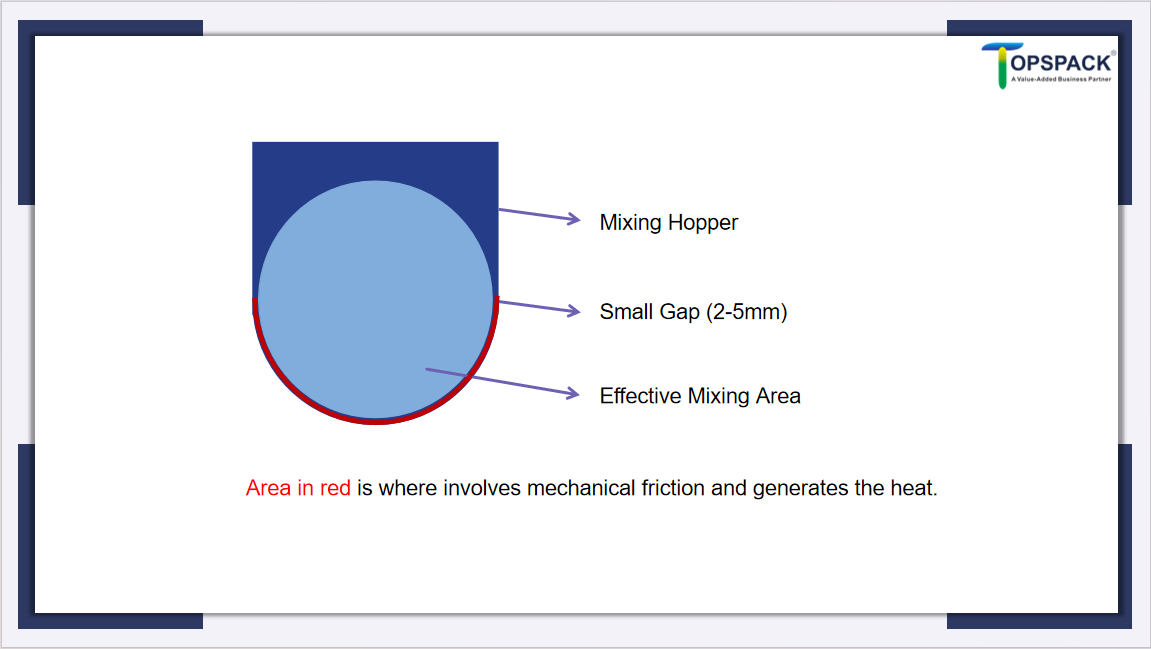
Salīdzinot ar citiem horizontālajiem blenderiem, piemēram, lāpstiņu blenderiem, lentes blenderim ir lielāka efektīvā sajaukšanas zona, taču tas zināmā mērā bojā materiāla formu. Tas ir tāpēc, ka atstarpe starp lentes lāpstiņām un sajaukšanas siles sienu ir maza, un spēks no lentēm un sajaukšanas siles sienas var sasmalcināt materiālu un radīt siltumu, kas var ietekmēt dažu materiālu īpašības.
Izvēloties lentes blenderi, varu ņemt vērā šādus aspektus:
- Materiālā forma: Materiālam jābūt pulvera vai sīku granulu veidā, un vismaz materiāla formas bojājumiem jābūt pieņemamiem.
- Siltums, ko rada berze starp materiālu un mašīnu: Vai radītais siltums ietekmē konkrētu materiālu veiktspēju un īpašības.
- Vienkāršs blendera izmēra aprēķins: Aprēķiniet nepieciešamo lentes blendera izmēru, pamatojoties uz materiālu vajadzībām.
- Papildu konfigurācijas: Piemēram, materiālu saskares daļas, izsmidzināšanas sistēmas, dzesēšanas vai sildīšanas līdzekļi, mehāniskie blīvējumi vai gāzes blīvējumi.
Pēc materiāla formas pārbaudes,Nākamā problēma ir apkures jautājums.
Ko darīt, ja materiāls ir jutīgs pret temperatūru?
Dažiem pārtikas vai ķīmiskajā rūpniecībā izmantojamiem pulveriem jāuzglabā zemākā temperatūrā. Pārmērīgs karstums var izraisīt izmaiņas materiāla fizikālajās vai ķīmiskajās īpašībās.
Ļaujiet"izmanto 50 ierobežojumu°C kā piemērs. Kad izejvielas nonāk blenderī istabas temperatūrā (30°C), blenderis darbības laikā var radīt siltumu. Dažās berzes zonās karstums var izraisīt temperatūras paaugstināšanos virs 50°C, no kura mēs vēlamies izvairīties.
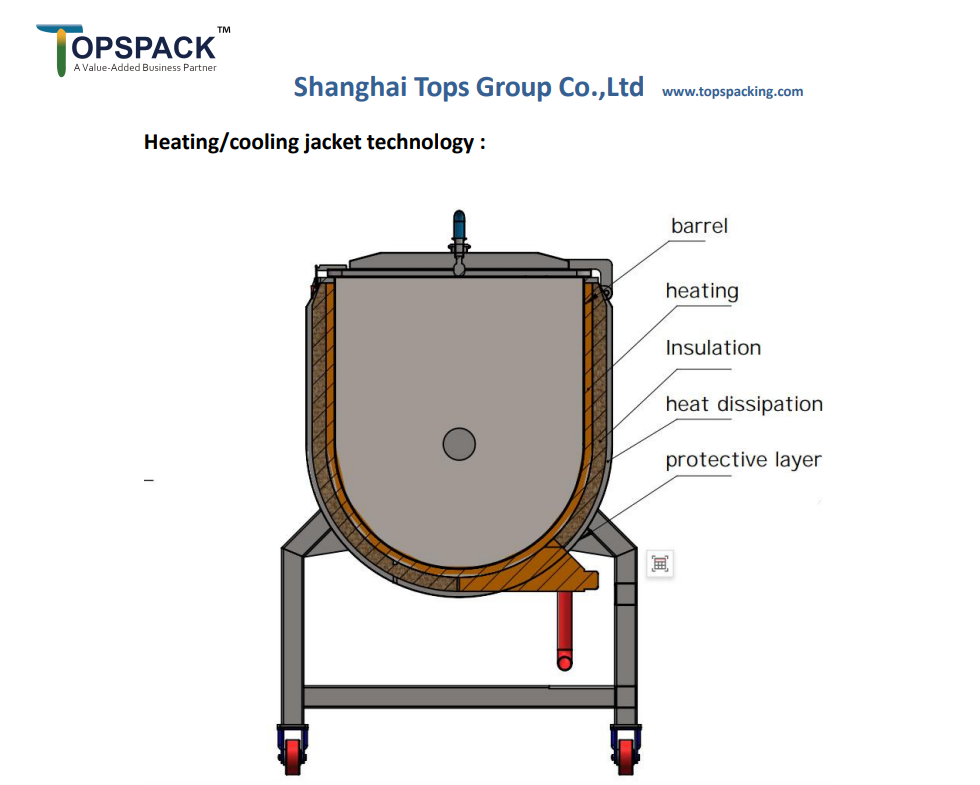
Lai to atrisinātu, varam izmantot dzesēšanas apvalku, kurā kā dzesēšanas vidi izmanto istabas temperatūras ūdeni. Siltuma apmaiņa starp ūdeni un berzi no maisīšanas sienām tieši atdzesēs materiālu. Papildus dzesēšanai apvalka sistēmu var izmantot arī materiāla sildīšanai maisīšanas laikā, taču attiecīgi jāmaina siltumnesēja ieplūde un izplūde.
Dzesēšanai vai sildīšanai temperatūras starpībai jābūt vismaz 20°C ir nepieciešams. Ja man ir jākontrolē temperatūra vēl vairāk, dažreiz var būt noderīga saldēšanas iekārta ūdens dzesēšanai. Turklāt sildīšanai var izmantot arī citus vides, piemēram, karstu tvaiku vai eļļu.
Kā aprēķināt lentes blendera izmēru?
Ņemot vērā sildīšanas problēmu, šeit ir vienkārša metode lentes blendera izmēra izvēlei, pieņemot:
Recepte sastāv no 80% olbaltumvielu pulvera, 15% kakao pulvera un 5% citām piedevām, un nepieciešamā jauda ir 1000 kg stundā.
1. DatiInepieciešams pirms aprēķina.
| Vārds | Dati | Piezīme |
| Prasība | Cik daudzA Kg stundā? | Cik ilgs laiks katru reizi ir atkarīgs no situācijas.B Reizes stundā Lieliem izmēriem, piemēram, 2000 l, viena stunda 2 reizes. Tas ir atkarīgs no izmēra. |
| 1000 Kg stundā | 2 reizes stundā | |
| Spēja | Cik daudzC kg katru reizi? | A Kg stundā÷ B reizes stundā=C kg katru reizi |
| 500 kg katru reizi | 1000 kg stundā ÷ 2 reizes stundā = 500 kg katru reizi | |
| Blīvums | Cik daudzD Kg uz litru? | Galveno materiālu var meklēt pakalpojumā Google vai izmantot 1 litra trauku, lai izmērītu neto svaru. |
| 0,5 kg uz litru | Kā galveno sastāvdaļu ņemiet proteīna pulveri. Google meklētājā tas ir 0,5 grami uz kubikmililitru = 0,5 kg uz litru. |
2. Aprēķins.
| Vārds | Dati | Piezīme |
| Iekraušanas apjoms | Cik daudzE litri katru reizi? | C kg katru reizi ÷D Kg uz litru =E litrs katru reizi |
| 1000 litri katru reizi | 500 kg katru reizi ÷ 0,5 kg uz litru =1000 litri katru reizi | |
| Iekraušanas ātrums | Maks. 70% no kopējā apjoma | Labākais lentes sajaukšanas efektsblenderis |
| 40–70% | ||
| Minimālais kopējais tilpums | Cik daudzF Kopējais apjoms vismaz? | F Kopējais tilpums × 70% =E litrs katru reizi |
| 1430 litri katru reizi | 1000 litri katru reizi ÷ 70% ≈1430 litri katru reizi |
Vissvarīgākie datu punkti irIzvade(kg stundā)unDblīvums (D kg uz litru)Kad šī informācija ir iegūta, nākamais solis ir aprēķināt kopējo tilpumu, kas nepieciešams 1500 litru lentes blenderim.
Papildu konfigurācijas, kas jāņem vērā:
Tagad aplūkosim citas papildu konfigurācijas. Galvenais apsvērums ir tas, kā es vēlos sajaukt materiālus lentes blenderī.
Oglekļa tērauds, nerūsējošais tērauds 304, nerūsējošais tērauds 316: No kāda materiāla jāizgatavo lentes blenderis?
Tas ir atkarīgs no nozares, kurā blenderis tiek izmantots. Šeit ir vispārīgs ceļvedis:
| Rūpnieciskais | Blendera materiāls | Piemērs |
| Lauksaimniecība vai ķīmija | Oglekļa tērauds | Mēslojums |
| Ēdiens | Nerūsējošais tērauds 304 | Olbaltumvielu pulveris |
| Farmācija | Nerūsējošais tērauds 316/316L | Hloru saturošs dezinfekcijas pulveris |
Izsmidzināšanas sistēma: Vai maisīšanas laikā man jāpievieno šķidrums?
Ja man maisījumam jāpievieno šķidrums vai jāizmanto šķidrums, lai palīdzētu blendēšanas procesā, ir nepieciešama izsmidzināšanas sistēma. Ir divi galvenie izsmidzināšanas sistēmu veidi:
- Tāds, kas izmanto tīru saspiestu gaisu.
- Vēl viens, kas kā enerģijas avotu izmanto sūkni, kas spēj tikt galā ar sarežģītākām situācijām.

Blīvējuma blīvēšana, gāzes blīvēšana un mehāniskā blīvēšana: Kura ir labākā izvēle blendera vārpstas blīvēšanai?
- Iepakošanas blīvējumiir tradicionāla un izmaksu ziņā efektīva blīvēšanas metode, kas piemērota vidēja spiediena un ātruma pielietojumiem. Tajos tiek izmantoti mīksti blīvēšanas materiāli, kas saspiesti ap vārpstu, lai samazinātu noplūdi, padarot tos viegli apkopjamus un nomaināmus. Tomēr ilgstošas darbības laikā tiem var būt nepieciešama periodiska regulēšana un nomaiņa.
- Gāzes blīves, No otras puses, bezkontakta blīvējumu var panākt, veidojot gāzes plēvi, izmantojot augstspiediena gāzi. Gāze nonāk spraugā starp blendera sienu un vārpstu, novēršot noslēgtās vides (piemēram, pulvera, šķidruma vai gāzes) noplūdi.
- Kompozītmateriālu mehāniskais blīvējums piedāvā izcilu blīvēšanas veiktspēju ar vienkāršu nodiluma detaļu nomaiņu. Tas apvieno mehānisko un gāzes blīvējumu, nodrošinot minimālu noplūdi un pagarinātu izturību. Dažos dizainos ir iekļauta arī ūdens dzesēšana temperatūras regulēšanai, padarot to piemērotu karstumjutīgiem materiāliem.
Svēršanas sistēmas integrācija:
Blenderim var pievienot svēršanas sistēmu, lai precīzi izmērītu katru sastāvdaļu."proporciju barošanas procesa laikā. Tas nodrošina precīzu receptūras kontroli, uzlabo partijas konsistenci un samazina materiālu atkritumus. Tas ir īpaši noderīgi nozarēs, kurās nepieciešama stingra recepšu precizitāte, piemēram, pārtikas, farmācijas un ķīmisko vielu ražošanā.

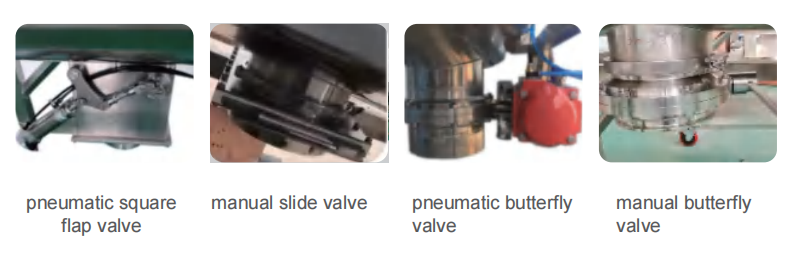
Izlādes porta opcijas:
Blendera izplūdes atvere ir kritiski svarīga sastāvdaļa, un tai parasti ir vairāki vārstu veidi: tauriņvārsts, atbīdāmais vārsts un slīdvārsts. Gan tauriņvārsti, gan atbīdāmie vārsti ir pieejami pneimatiskajā un manuālajā versijā, piedāvājot elastību atkarībā no pielietojuma un ekspluatācijas prasībām. Pneimatiskie vārsti ir ideāli piemēroti automatizētiem procesiem, nodrošinot precīzu vadību, savukārt manuālie vārsti ir piemērotāki vienkāršākām darbībām. Katrs vārstu veids ir paredzēts, lai nodrošinātu vienmērīgu un kontrolētu materiāla izvadi, samazinot aizsērējumu risku un optimizējot efektivitāti.
Ja jums ir vēl kādi jautājumi par lentes blendera principu, droši sazinieties ar mums, lai saņemtu papildu konsultāciju. Atstājiet savu kontaktinformāciju, un mēs sazināsimies ar jums 24 stundu laikā, lai sniegtu atbildes un palīdzību.
Publicēšanas laiks: 2025. gada 26. februāris